
Ask any experienced electronics engineer or technician why their solder joints look perfect while a beginner’s look dull and blobby, and the answer almost always comes down to one thing: flux in soldering. Understanding the different flux types — rosin, no-clean, water-soluble, and organic acid flux — and knowing when to use each one is fundamental to producing reliable, professional-quality solder joints. Whether you are hand-soldering a prototype, repairing a phone motherboard, or wave-soldering a production board, choosing the right flux makes all the difference.
What Is Flux and Why Is It Necessary?
Flux is a chemical cleaning agent that removes oxidation from metal surfaces and prevents re-oxidation during the soldering process. Without flux, it is nearly impossible to create a reliable solder joint — the oxidised metal surfaces repel molten solder, leading to the classic symptoms of bad soldering: solder beading up instead of wetting, cold joints, dry joints, and rosin-starved dull connections.
Every metal surface, including copper PCB pads and component leads, begins oxidising the moment it is exposed to air. The oxide layer is invisible to the naked eye but is chemically inert — solder will not bond to it. This is the fundamental problem that flux solves. When flux is heated to soldering temperature, it reacts with the metal oxides, dissolves them, and exposes the fresh metal beneath, allowing solder to wet and bond to the surface.
In India, where humidity is high in most regions and components often sit in stores or drawers for months before use, oxidation of pads and leads is a significant issue. Adding flux before soldering is therefore even more important here than in dry temperate climates. This is why experienced Indian electronics technicians — from mobile repair shops in Mumbai to PCB assembly units in Pune — always use flux generously, even on seemingly clean components.
How Flux Works Chemically
All flux types work through the same basic mechanism, but with different chemical agents:
- Activation: When heated above their activation temperature (typically 150–200°C), the flux chemicals become reactive. Organic acids, rosin acids (abietic acid), or synthetic activators begin to attack the metal oxide layer.
- Oxide removal: The activated flux reacts with metal oxides (primarily copper oxide, CuO) to form soluble metal salts, which are carried away in the molten flux carrier. This exposes clean, reactive metal.
- Surface tension reduction: Flux acts as a surfactant, reducing the surface tension of molten solder. This allows the solder to “wet” the metal surface and flow into fine spaces rather than beading up.
- Oxidation prevention: During soldering, flux forms a protective liquid blanket over the joint, excluding atmospheric oxygen and preventing re-oxidation until the solder solidifies.
The key differences between flux types lie in the strength of the activating agents, the temperature at which they activate, and what residue (if any) they leave behind after soldering.
Rosin Flux: The Classic Choice
Rosin flux is derived from pine tree resin (specifically, the resin remaining after turpentine is distilled from pine sap). It has been used in electronics soldering for over a century and remains the baseline against which all other flux types are compared. Rosin is classified in three grades based on activity level:
R (Rosin) — Mildest Activity
Pure rosin with no activators added. R flux is the mildest type, relying entirely on rosin’s natural mild acidity for oxide removal. It only works well on clean, lightly-oxidised surfaces. The residue left after soldering is completely non-corrosive, non-conductive, and can be left on the board indefinitely without harm. Rarely used in hobbyist work because it requires very clean surfaces to be effective.
RMA (Rosin Mildly Activated) — The Industry Standard
RMA flux contains pure rosin plus small amounts of mild activators (usually halic or organic acid salts). RMA is the most widely used flux type in professional electronics assembly. It has enough activity to handle normal levels of oxidation on storage-aged components and PCB pads, while leaving a benign, non-conductive residue that does not need to be cleaned for most applications. If you are just going to use one flux for general hobbyist work, RMA is the answer.
RA (Rosin Activated) — Maximum Activity
RA flux contains higher concentrations of activators for heavily oxidised surfaces. The residue is slightly more active than RMA and should ideally be cleaned after soldering. RA flux is used in rework situations, for soldering to tinned steel, or for very old components where oxidation is severe. Not recommended as a daily flux due to the residue’s mild corrosive potential over time if left uncleaned.

BAKON Soldering Iron Tip 900M-T-I
Keep your iron tip clean and well-tinned for optimal flux activation. A quality tip ensures uniform heat transfer and prevents charring of flux before it can activate.
No-Clean Flux: Modern and Convenient
No-clean flux is the dominant flux type in modern electronics manufacturing. As the name implies, the residue left by no-clean flux does not need to be removed after soldering — it is formulated to be electrically non-conductive, non-corrosive, and cosmetically acceptable (usually clear or slightly amber coloured and hard/waxy). No-clean flux is based on synthetic resins or organic acids that leave minimal, benign residue.
When to Use No-Clean Flux
No-clean flux is ideal when:
- You are doing production soldering and washing boards is not practical
- The residue will be hidden inside a sealed enclosure
- The board operates at low voltages where even minute leakage currents are not a concern
- You are doing quick prototyping and want to get to testing without a cleaning step
When No-Clean Flux Is NOT Acceptable
Despite its name, no-clean flux residue is NOT completely inert in all situations. Do not use no-clean flux and leave residue on boards that:
- Operate at high voltage (above 50V) — residue can develop surface leakage
- Operate at high humidity continuously — residue can absorb moisture and become conductive
- Need conformal coating — many conformal coatings do not adhere properly over no-clean residue
- Are in critical medical or aerospace applications where any contamination is unacceptable
For most Indian hobbyist projects (5–24V circuits, indoor environments, development boards), no-clean flux with residue left in place is perfectly acceptable.
Water-Soluble Flux: Aggressive and Powerful
Water-soluble flux (also called organic acid flux or OA flux) uses organic acid activators that are highly aggressive oxide removers — far more active than rosin or no-clean flux. This makes water-soluble flux excellent for very difficult soldering jobs: heavily oxidised surfaces, nickel or palladium plated leads, aluminium soldering, and stainless steel.
The critical requirement with water-soluble flux is that the residue MUST be thoroughly cleaned from the board within a short time after soldering (typically within 1–2 hours at most). The organic acid residue is highly corrosive and hygroscopic — it will absorb moisture from the air and aggressively corrode the copper traces and component leads if left in place. This makes water-soluble flux impractical for hobbyist use where a proper aqueous cleaning station is not available.
In India, water-soluble flux is commonly used in mobile phone motherboard repair shops where boards are washed in an ultrasonic cleaner with water after repair. For general hobbyist use, stick to RMA or no-clean.

6 Flexible Arms Soldering Station With Swiveling Alligator Clip
A solid PCB holder makes flux application and soldering far easier by holding your board at the exact angle you need without it sliding around on the workbench.
Flux Forms: Paste, Liquid, Pen, and Core Wire
Flux is available in several physical forms, each suited to different soldering scenarios:
Flux Core Solder Wire
Most solder wire sold for electronics work has flux built into the core — usually one or several flux channels running through the centre of the solder alloy. When the solder melts, the flux is released directly at the joint. Flux core solder (typically RMA or no-clean) is the standard for most hand soldering work. However, the flux quantity in cored wire is limited, which is why additional flux application is still recommended for difficult joints, desoldering, and rework.
Liquid Flux
Liquid flux is applied with a brush, pipette, or needle dropper directly onto pads and leads before or during soldering. It covers large areas quickly and penetrates into tight spaces between SMD component leads and PCB pads. Liquid flux is the most versatile form and is the go-to for desoldering, drag soldering of QFP ICs, and any rework scenario. In India, alcohol-based liquid flux is widely available from electronics stores in small bottles (₹80–₹200 for 50ml).
Flux Paste / Gel
Flux paste is a thick, gel-like formulation that stays where you put it — ideal for SMT paste printing stencils, applying to specific pads before component placement, and for BGA reball work. Syringe-style gel flux dispensers give excellent control for fine-pitch SMD work. The thixotropic (gel) nature of paste flux prevents it from flowing away from where it is applied, which is its main advantage over liquid flux for precision work.
Flux Pen
A flux pen is a marker-style applicator containing liquid flux. It provides very precise, controlled application ideal for small rework areas. The fine tip allows you to apply flux to a single pad or a group of leads without flooding the entire board. Flux pens are convenient for bench work and are available in RMA and no-clean formulations.

0.1mm Copper Soldering Solder PPA Enamelled Repair Reel Wire
Fine enamelled copper wire ideal for trace repair and jumper work after cleaning off old flux. The enamel coating burns away when soldered, giving a clean, insulated connection.
How to Choose the Right Flux for Your Application
Here is a quick decision guide for Indian hobbyists and makers:
| Situation | Recommended Flux Type | Clean After? |
|---|---|---|
| General hobbyist hand soldering | RMA or No-Clean (gel or liquid) | Optional |
| Desoldering/rework on old boards | RA or RMA liquid flux | Recommended |
| Fine pitch SMD drag soldering | No-clean gel or liquid flux | Optional |
| High-voltage circuit (>50V) | RMA, cleaned with IPA | Mandatory |
| Mobile phone motherboard repair | Water-soluble / OA flux | Mandatory (ultrasonic wash) |
| Conformal coated boards | RMA, cleaned before coating | Mandatory |
Tips for Working with Flux in India’s Climate
India’s high humidity (especially during monsoon season) creates specific challenges with flux storage and use:
- Store solder wire and flux containers sealed in ziplock bags with silica gel desiccant packets to prevent moisture absorption
- Rosin flux in humid environments may become sticky — this is normal and does not affect performance
- Water-soluble flux residue is especially dangerous in high humidity — if you use it, clean boards within 30 minutes, not 2 hours
- IPA (isopropyl alcohol) for flux cleaning absorbs moisture from humid air over time. Use 99% pure IPA and keep it sealed. 70% IPA (the medical type) leaves water residue and is not suitable for electronics cleaning.
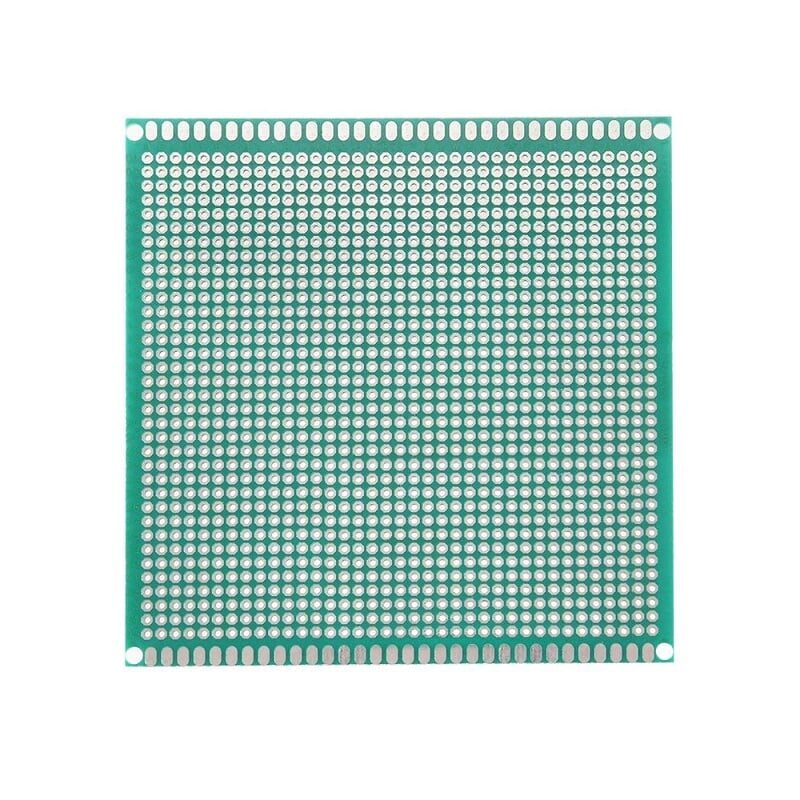
10×10 cm Universal PCB Prototype Board
Experiment with different flux types and practice your soldering technique on affordable perfboard — your projects deserve better than dry joints.
Frequently Asked Questions
Can I use petroleum jelly (Vaseline) as a flux substitute?
Vaseline is sometimes used by hobbyists as a crude flux substitute, and it does help solder wet better than no flux at all. However, it is not a proper flux — its activating ability is minimal, it smokes excessively, and it leaves a thick, greasy residue that can attract dust and potentially cause leakage at higher voltages. Use proper electronics flux; it is inexpensive and the difference in joint quality is dramatic.
How do I clean flux residue properly?
For RMA and rosin-based flux, use 99% isopropyl alcohol (IPA) and an old toothbrush. Brush the residue vigorously while the board is still slightly warm for best results. The rosin dissolves readily in IPA. For stubborn residue, let the IPA soak for 30 seconds before brushing. No-clean flux residue is harder to dissolve — use a dedicated no-clean flux remover solvent if it must be cleaned. Never use water alone to clean rosin flux — rosin is not water-soluble.
Does solder wire already contain flux? Do I still need separate flux?
Yes, most solder wire sold for electronics contains flux in the core (63/37 or 60/40 rosin core solder). The core flux is sufficient for most fresh, clean joints. However, for rework, desoldering, SMD drag soldering, or any joint where the surfaces are aged or oxidised, additional flux application dramatically improves results. Think of core solder as providing “base” flux, and additional flux as the “extra activation” you apply when needed.
My flux is burning and turning black on the iron. Is that normal?
Some charring of flux on the iron tip is normal. However, if flux is turning black and burning heavily, your iron temperature is likely too high, or you are holding the iron on the joint too long. Try reducing the temperature by 20–30°C and working faster. Also ensure your iron tip is clean and well-tinned — a dirty, oxidised tip transfers heat poorly and requires longer contact time, which burns the flux.
Is rosin flux harmful to breathe?
Yes, rosin flux fumes contain particulates and organic compounds that are harmful with repeated exposure. The fumes are the leading cause of occupational asthma in electronics workers. Always work in a well-ventilated area and use a fume extractor directed at the work surface. No-clean flux generates less fume than rosin flux, but all flux types should be used with adequate ventilation. This is especially important in small Indian workshop environments with limited airflow.
Perfect Solder Joints Start with the Right Tools
Flux is just the beginning. Explore Zbotic’s range of soldering accessories, prototype boards, and electronic components to take your soldering skills to the next level. From ₹99 resistor packs to complete soldering station accessories — we have got Indian makers covered.





Add comment